


HyperMesh二次开发在抗凹分析中的应用
1 概述
抗凹陷性能(简称抗凹性)是指车身外表零件抵抗外加负荷在其表面产生压痕的能力。轿车车身常见的表面缺陷(变形)有三种形式,即耳形塌陷、斜坡变形和张力松弛,经常出现的位置如图1所示。这些缺陷隐患处主要是加工成型中相对难以控制的部位,也是外覆盖件抗凹陷分析与检查的重要位置。在经济型车辆的外覆盖件中,最容易出现的就是张力松弛缺陷,直观地表现为表面质地发软,其根本原因就是表面的设计刚度不足。

图1 外覆盖件抗凹陷性能
静态载荷作用过程中,覆盖件表面将表现三个明显的刚度响应阶段——弹性区、塑性平滑区与硬化区。在从第一响应区向第二响应区过渡时,在特定情况下可能发生失稳现象——油罐效应现象,即表现为载荷突然变小而出现大的滑移。这种失稳现象的刚度变化曲线如图2所示。

图2 静力加载过程中多个刚度响应区段
在日常的使用中,例如洗车、受小石子打击等情况是不可避免的,因此设计中必须要求车身外覆盖件的表面能够承受一定的载荷(静态与动态载荷)而不发生大的变形。车身表面的抗凹陷特性也就需要满足以下条件:1)施加一定载荷时,不发生过大的变形,即表面抗凹陷刚度足够;2)卸载后残余变形小,具体表现为无明显的压痕。
抗凹性是用户选购新车的重要指标,抗凹性差导致车身外表掌压刚度和指压刚度低,影响用户感受,而且车身表面易在外力作用下产生压痕,影响外观且易损伤锈蚀。通过抗凹分析发现汽车外板薄弱点,校验其抗凹性能,给出优化建议和方案。
本文利用TCL语言基于HyperMesh进行二次开发抗凹分析自动化工具,使抗凹分析流程自动化、准确化。
2 传统抗凹性分析方法
抗凹分析的工作过程分为预分析和抗凹性分析两步,首先通过预分析筛选外表面的薄弱点作为考察点,然后进行抗凹分析,建立压头模型与接触关系,对考察点逐个校核。
传统抗凹分析方法一般采用均布压强或重力场法筛选考察点,通常不能准确找到最薄弱的点,如图3所示。需对主面、从面、接触对、载荷步进行几十步操作,设置接近二十多个参数,操作难以规范化,易出错,如图4所示。参数值的设置尚无统一规定,通常需对参数反复调整才能收敛,不同的参数值对计算结果有较大影响。需要2~3次试算,花费工时较长,每项分析需要4h~20h(不含求解计算时间)。存在考察点选取困难、操作复杂、正确性较低、费时较长等缺点。
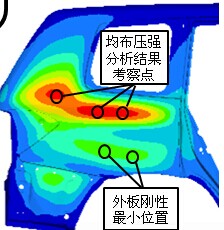
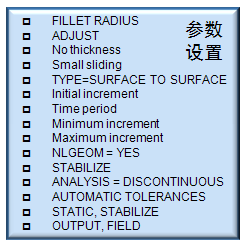
图3 侧围考察点选取示意图 图4 抗凹分析参数设置示意图
3 HyperMesh二次开发工作目标
开发和应用外覆盖件抗凹性自动化分析工具,实现以下功能:1、提供选择考察点的有效方案,能够快速准确地筛选出车身外表面抗凹性薄弱的位置,作为抗凹性分析的考察点。2、固化参数设置,能够提供一套通用性好的分析参数数值,对于大多数情况均能保证计算收敛性和精度。3、自动完成各种操作和设置,能够根据简单的用户指令,在HyperMesh环境中自动实现预分析(用于薄弱点选择)和抗凹性分析所需的各种操作设置,生成可直接提交求解器计算的文件。
4 HyperMesh二次开发实施方案
对HyperMesh软件二次开发实现分析自动化,利用宏命令开发用户界面,利用TCL脚本语言编程实现功能。
预分析中采用单点加集中力法筛选薄弱点,在模型上选上百个点,每个点分别施加法向集中力建立载荷步进行线性扰动分析,根据线性扰动分析得到的法向位移结果确定薄弱点。
根据实际经验固化抗凹性分析参数设置,总结多个项目的抗凹性分析设置,反复调整各参数进行计算,测试其对收敛性和计算结果的影响。
在实际项目中应用、调试和验证,在实际项目中应用自动化工具,并与传统分析方法详细对比。根据使用者的反馈,修正bug,改进功能。
5 HyperMesh二次开发实施过程
二次开发实施过程分为方案制定、目标确定、开发调试、应用验证四个阶段。
方案制定首先确定技术路线,然后确定二次开发的主要功能,最后规划二次开发的工作流程。
目标确定需对各实际项目总结提炼,测试各种参数的影响,比对各种考察点选择方案与各种压头模型和加载方案。
开发调试需固化各项参数设置,完成界面和主程序的开发,与传统方法详细比对和修正BUG改进功能。
应用验证用于实际项目使用,验证实际功能和效果并根据使用者反馈进一步改进。
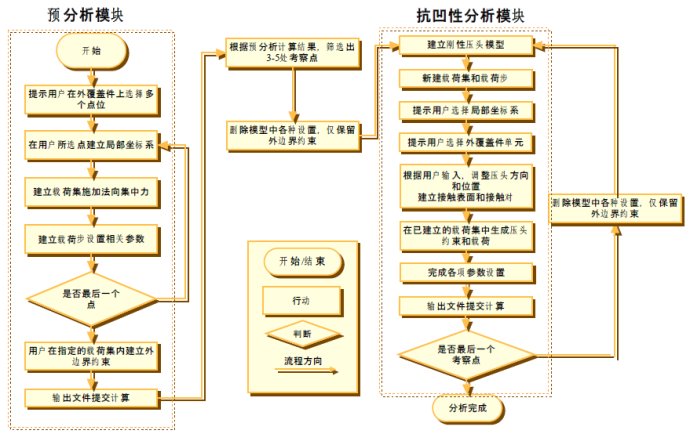
图5 二次开发工作流程规划
6 HyperMesh二次开发抗凹分析自动化工具
基于HyperMesh开发的抗凹分析自动化工具如图6所示。其中“Pre_Calc”按钮用于查找薄弱点,为每个试算点建立一个loadstep,施加法向集中力进行线性扰动分析。“Pre_UNDO”按钮自动删除Pre_Calc设置,仅剩余外边界约束与考察点处局部坐标系。“Head_12mm”按钮在考察点处进行抗凹分析所需的全部设置(12mm刚性压头),“Head_120mm”按钮在考察点处进行抗凹分析所需的全部设置(120mm刚性压头),能够根据板材料厚自动调整刚性压头初始位置,使刚性压头与板材的初始间隙为0,自动为刚性压头的参考点赋局部坐标系,.dat文件中的U3数值即为参考点沿外板法方向的位移值,无需进行坐标变化,实施的各项分析参数设置是基于多个实际项目经验的总结,对于绝大多数情况均能保证良好精度和收敛性。“Head_UNDO”按钮自动删除Head_12mm或Head_120mm的所建立的抗凹分析设置。
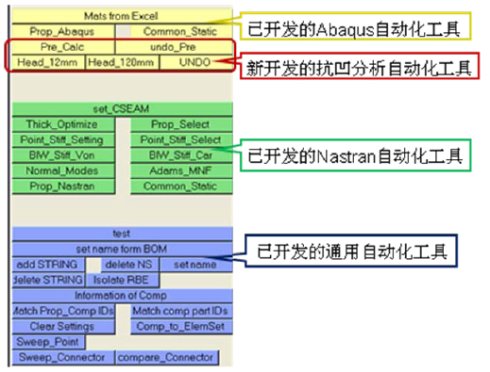
图6 抗凹分析自动化工具
7 结论
传统抗凹分析方法通常不能准确找到薄弱点,需进行几十步操作,设置接近二十个参数,易出错。参数设置难以统一,不同的参数对结果的精确性影响较大。通常需要2~3次试算,共需花费工时4h~20h(不计计算机求解时间)。
基于TCL编程的HyperMesh二次开发抗凹分析自动化工具能找到外板中的全部刚性较低的点,鼠标仅需点击数次即完成全部操作和设置,固化了根据经验总结出的参数设置,利于不同车型之间的抗凹分析结果对比。3分钟之内(不计计算机求解时间)即可完成全部设置。
HyperMesh二次开发抗凹分析自动化工具还具有简单易用、选点正确、规范操作、收敛性好、结果准确等特点,推广使用后每个项目可节省约500个工时。

